
Zavedení dekarbonizace v kovárně tovární výrobě
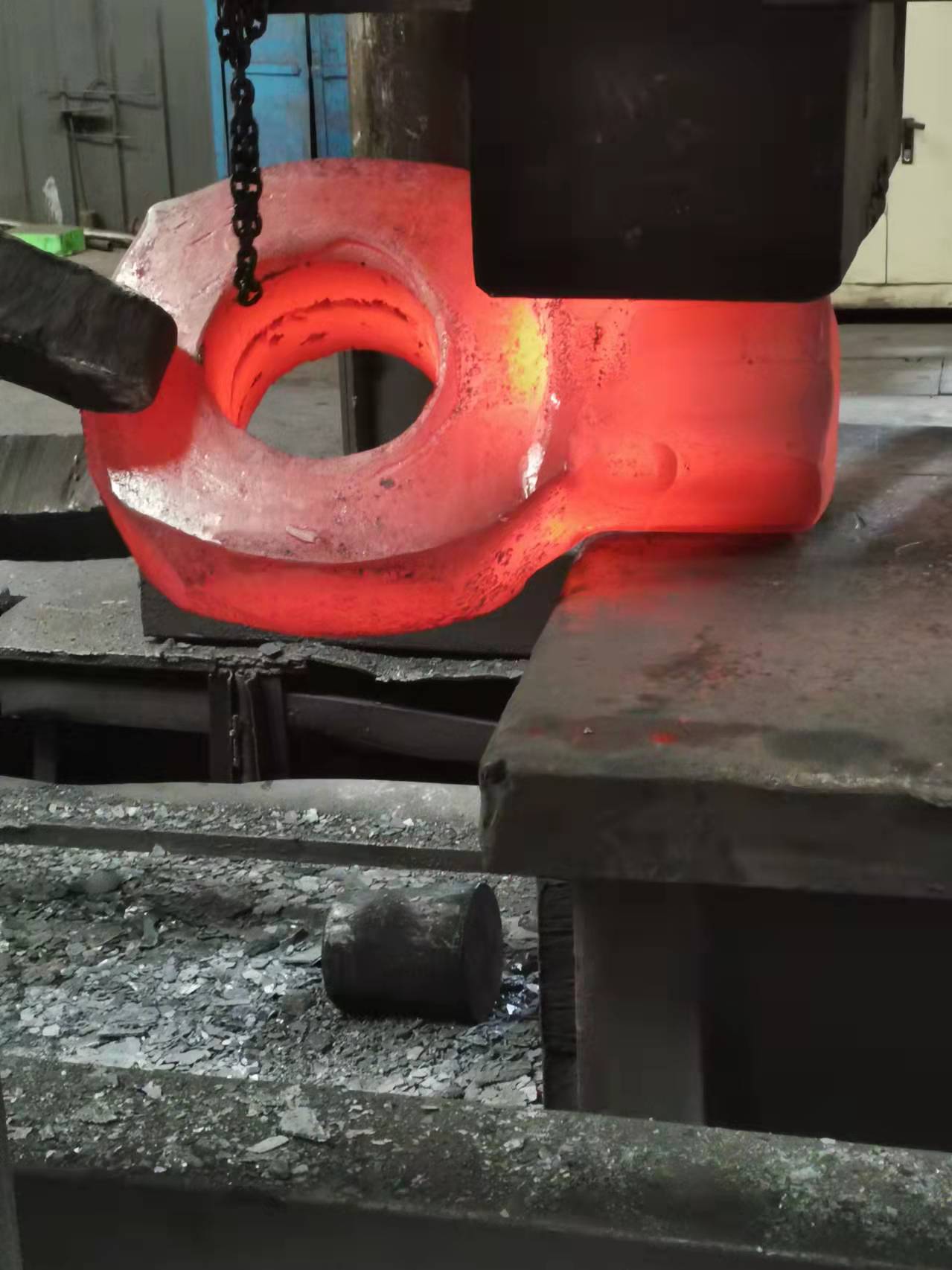
Kování tovární výroby výkovků při vysokoteplotním ohřevu, kovového povrchu uhlíku a pecního plynu v oxidačním plynu a některých redukčních plynech chemické reakce, metanu nebo oxidu uhelnatého, což má za následek snížení obsahu uhlíku na povrchu oceli, tento jev se nazývá jev dekarbonizace.
Nejprve charakteristika dekarbonizace
1. Vlivem oxidace uhlíku v dekarbonizované vrstvě klesá množství povrchové cementace (Fe3C) v metalografické struktuře;
2. Obsah uhlíku v povrchové vrstvě je výrazně nižší než ve vnitřku chemického složení.
Za druhé, faktory ovlivňující dekarbonizaci výkovků
Je to podobné, jako jsme to udělali s oxidací
1. Složení pecního plynu: H2O (plyn) se silnou dekarbonizační schopností, následovaný CO2 a O2.
2. Teplota ohřevu: čím delší je doba ohřevu, tím závažnější je dekarbonizace.
3, doba zahřívání: čím delší doba, tím silnější dekarbonizační vrstva.
4. Chemické složení: je to vnitřní faktor. Čím vyšší je obsah uhlíku v oceli, tím větší je tendence k dekarbonizaci. Prvky jako W, A1 a Co mohou zvýšit dekarbonizaci, zatímco Cr a Mn mohou dekarbonizaci zabránit. Si, Ni a V nemají žádný vliv na dekarbonizaci oceli.
Špatná kontrola dekarbonizace při výrobě výkovků může snížit povrchovou pevnost výkovků, odolnost proti opotřebení, únavovou pevnost a kujnost a při tepelném zpracování může dojít k praskání výkovku.
Nejprve charakteristika dekarbonizace
1. Vlivem oxidace uhlíku v dekarbonizované vrstvě klesá množství povrchové cementace (Fe3C) v metalografické struktuře;
2. Obsah uhlíku v povrchové vrstvě je výrazně nižší než ve vnitřku chemického složení.
Za druhé, faktory ovlivňující dekarbonizaci výkovků
Je to podobné, jako jsme to udělali s oxidací
1. Složení pecního plynu: H2O (plyn) se silnou dekarbonizační schopností, následovaný CO2 a O2.
2. Teplota ohřevu: čím delší je doba ohřevu, tím závažnější je dekarbonizace.
3, doba zahřívání: čím delší doba, tím silnější dekarbonizační vrstva.
4. Chemické složení: je to vnitřní faktor. Čím vyšší je obsah uhlíku v oceli, tím větší je tendence k dekarbonizaci. Prvky jako W, A1 a Co mohou zvýšit dekarbonizaci, zatímco Cr a Mn mohou dekarbonizaci zabránit. Si, Ni a V nemají žádný vliv na dekarbonizaci oceli.
Špatná kontrola dekarbonizace při výrobě výkovků může snížit povrchovou pevnost výkovků, odolnost proti opotřebení, únavovou pevnost a kujnost a při tepelném zpracování může dojít k praskání výkovku.
Předchozí:Hlavní klasifikace kování
Odeslat dotaz



X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů